
对激光切割而言,除少数情况下是从板材边缘开始切割外,最初阶段一般都必须先用激光在板材上穿一个小孔,然后再从小孔处开始切割。在厚板切割中,穿孔不好容易造成切割、加工不良。为了实现稳定穿孔,本文将对穿孔的加工特性进行说明。
穿孔方法目前基本分为两种
1.脉冲穿孔
脉冲穿孔的原理是采用高峰值功率的脉冲激光使少量材料熔化或汽化,通常采用空气或氮气作为辅助气体。每段脉冲激光都会产生小的微粒喷射,并逐步深入,直至穿透板材,因此厚板穿孔时间较长。
2.爆破穿孔
爆破穿孔的工作原理是材料经连续激光的照射后在中心形成一个凹坑,然后由与激光束同轴的气流很快将熔融材料去除形成一个孔。孔的大小与板材厚度有关,爆破穿孔平均直径通常为板材厚度的一半。对较厚的板材进行爆破穿孔,孔径会较大且不圆,因此爆破穿孔通常需要在废料区上进行。
对比这两种穿孔方法:脉冲穿孔的穿孔质量要比爆破穿孔好,但由于穿孔时间长,脉冲穿孔成本要更高一些。为了降低脉冲穿孔的成本,提高穿孔效率,增强型脉冲技术的连续高功率光纤激光器:通过优化激光输出,提供远超额定平均输出功率的脉冲峰值功率。
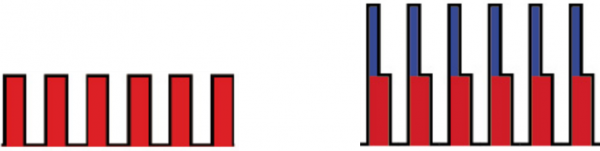
图1常规脉冲输出 增强脉冲输出
2000W常规脉冲穿孔和增强脉冲穿孔进行了碳钢和不锈钢穿孔测试,具体数据如下:

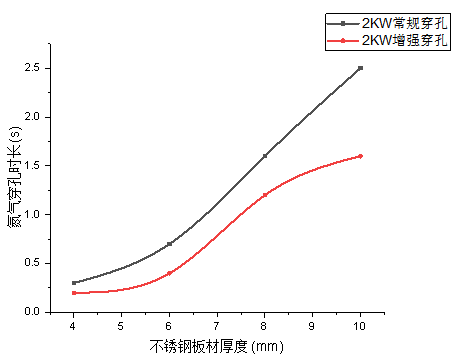
图2 不锈钢穿孔时间对比
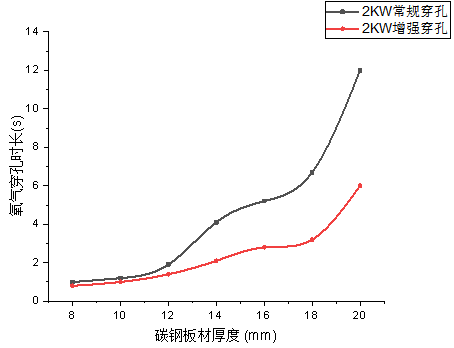
图3碳钢穿孔时间对比
可以看出:5mm以上厚度的不锈钢板材穿孔平均效率提升55%,10mm以上厚度的碳钢板材穿孔平均效率提升80%。
对于高功率光纤激光器,通过提高脉冲的峰值功率,不仅可以缩短穿孔时间,提高穿孔效率,而且穿出来的上下孔直径、熔渣淤积和热影响区都较小。
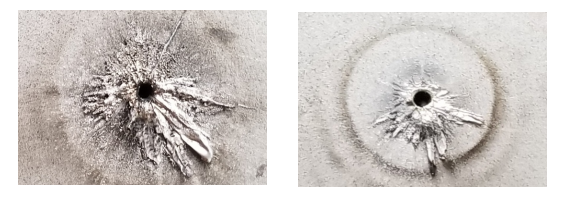
图4 使用2000瓦激光对10mm304不锈钢进行穿孔对比(辅助气体为氮气)普通脉冲穿孔(左) ,增强型脉冲穿孔(右)
激光切割设备 推荐:优惠多 聚划算 报价4007001618
【金属激光切割设备】主要用于切割不锈钢、碳钢、铝、铜、铝合金、铁、黄金、银等厚度为1.0~25mm的板材;
【不锈钢激光切割设备】稳定、可靠的经典龙门双驱结构,自动交换工作台,在切割的同时在另外一个工作台上下料,方便快捷省时;
【光纤激光切割】具备高速的移动速度、加速度性能以及动态性,是博奥激光针对高效率而专门研发的一款产品,其切割0.5mm不锈钢的速度达到100m/min;
【碳钢钣金激光切割】专门针对钣金加工行业对中薄板加工领域的需求而研发设计的激光加工设备,其具有极高的性价比,以数控系统控制,效率远远高于以板卡驱动方式控制的其他激光切割设备。
更多数控激光切割设备


















































































