
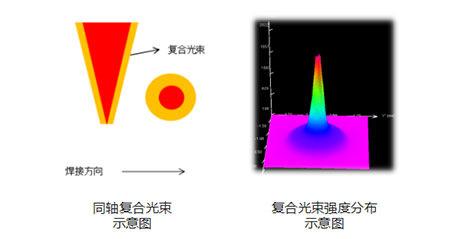
复合焊接工作原理
复合焊接是将两种不同波长的激光通过特制的激光出射单元复合在一起,使两束激光的轴线在空间上重合,主波段激光进行深熔焊接,次波段激光具备预热缓冷的作用,并适度进行热传导焊接。
复合焊接主要的优势如下:
1. 增加金属材料表面吸收;
2. 减少激光焊接缺陷(气孔、裂纹),提高焊缝强度;
3. 获得比较完美的焊道;
4. 生产效率高。
复合焊接是由两束激光共同作用于材料进行焊接,那么单独的光纤激光或者半导体激光能不能进行顶盖高速焊接呢?两者复合后焊接特点发生了什么变化?以下我们对光纤焊接、半导体焊接、以及复合焊接的特点作了简要总结:
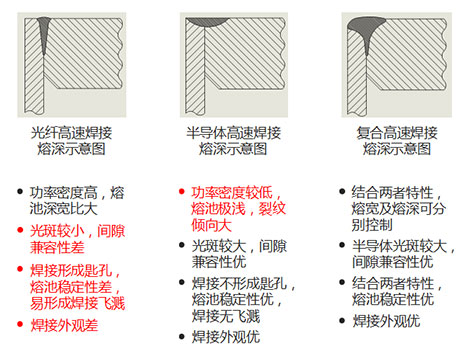
综上所述,单独的光纤焊接和半导体焊接均不能满足高速顶盖焊接工艺需求,而复合焊接技术完美结合了两者的优点,可谓顶盖高速焊接的优质工艺解决方案。
顶盖复合焊接应用优势
我们把动力电池顶盖焊接的光纤焊接方案与复合高速焊接方案的一些项目进行了对比,如下表1所示:
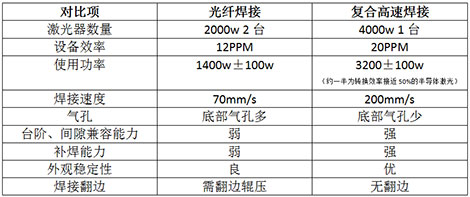
表1 焊接方案对比表
由表1内容可知,复合高速焊接由于激光设备的减少,减少了电池生产商的占地成本,整体的高电光转换率减少了运行成本,并且在生产效率上、焊接工艺效果上均优于传统光纤焊接方案。以下对部分工艺效果作详细介绍:
1. 焊接外观
由下图可以明显看出,在高速焊接(200mm/s)状态下,复合焊接焊缝平整,焊缝一致性优,外观完美。而光纤焊接焊缝波动明显,焊缝一致性较差。
2. 熔池稳定性
光纤焊接的焊接外观跟焊接参数存在密切的关系,越靠近焦点,功率密度越高,焊接外观越粗糙,而复合焊接焊接过程中,光纤进行深熔焊接的同时,半导体同步进行热传导焊接,熔池稳定性大幅提高,即使在焦点焊接也能获得较高的外观。另一方面,CPK作为反应生产过程能力的指标,复合高速顶盖焊接熔池CPK最 高可以>10(一般要求>1.67)。
3. 焊缝底部气孔
铝合金焊接中主要的气孔为H2孔,因为H2在液态铝合金的溶解度远高于固态,因此如果在熔池凝固过程中,熔池凝固速度大于气体溢出速度,便形成了焊缝中的气孔。铝合金焊缝的H2孔一般处于熔池的底部,呈小而规则的圆形。因此我们分别检测了光纤高速焊和复合高速焊后顶盖熔池底部气孔,如下图所示: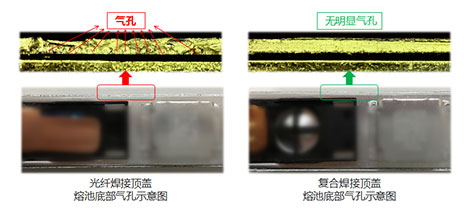
如图片所示,复合焊接顶盖熔池底部气孔远远少于光纤焊接顶盖,这是因为半导体光斑较大,降低了熔池的冷却速度,使气孔有充分的时间溢出。
4. 污染兼容性
在动力电池生产流程中,顶盖焊接工序之前还有极耳超声波焊接、转接片焊接、顶盖入壳等多个工序,很容易对电池顶盖造成污染,影响顶盖焊接工序的生产良品率,其中以隔膜粉末(PVDF/聚偏氟乙烯)为主要污染源,我们用PVDF粉末污染顶盖后分别用光纤激光以及复合激光进行焊接,结果如下: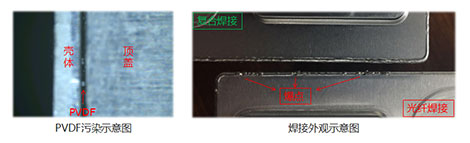
实验结果显示,增加PVDF粉末污染后,复合焊接顶盖外观变差,但未产生焊接缺陷,不良率0/20,而光纤焊接顶盖不仅外观变差,并且产生了较多的爆点缺陷,不良率6/10,即复合焊接在污染兼容性上优于光纤焊接,这也在量产良率上有明确体现,复合焊接的量产良率比光纤焊接高了近1%。
金属激光焊接设备 推荐:优惠多 聚划算 报价4007001618
【金属激光焊接设备】适用于各种复杂的焊接,不同设备的点焊和1毫米厚的焊缝焊接;多路光纤模式,同时焊接多工位;
【模具激光焊接设备】适用模具工业化,用于精密模具的维修,如数码产品、手机、玩具、汽车、摩托车、模具等模具制造和成型行业;
【金银首饰激光焊接】主要用于珠宝首饰、电子元件等、通信、工艺品等行业;
【大型激光焊接】应用在汽车车身覆盖件类零件的组焊,如汽车车门、侧围、天窗、地板、前仓、后仓、行李箱盖。

















































































